


Automatikus 30-50 literes nagy hordók, vödrök, konzervdoboz-gyártósor








Automatikus 30-50 literes nagy hordók, vödrök, konzervdoboz-gyártósor
Automatikus kerek konzervgyártó sor
30-50 literes nagyméretű hordók automatikus gyártására alkalmas,
A három fémlemez:konzervtest, konzervfedél és konzervalj.A konzervdobozhengeresalak.
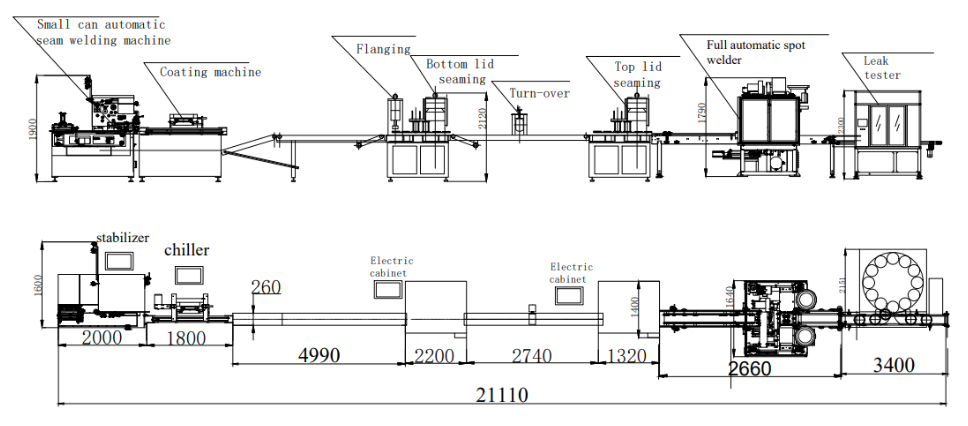
Technikai folyamat:
a bádoglemez lekerekített formára vágása (Hasítás)-Hegesztés-külsőBevonat-Peremezés-alsó fedéltáplálás-Varrás-Esztergálásnyíltnyitott fedéltáplálás-Varrás-+Fülfülhegesztés-Szivárgásvizsgálat – csomagolás
A hordógyártó gyártósor elérhető,Kattintson ide a részletes információkért.
Hogyan kell ezt a hordógyártó sort üzemeltetni?
Először helyezze a vágott konzervdoboz testanyagait az automatikus ellenállás-hegesztőgép adagolóasztalába, szívja be a vákuumszívókkal, majd küldje el az ónlemezeket egyenként az adagolóhengerre. Az adagolóhengeren keresztül az egyetlen ónlemez a kerekítőhengerre kerül a kerekítési folyamat elvégzéséhez, majd a kerekítőformázó mechanizmushoz kerül a kerekítéshez. A testet az ellenállás-hegesztőgépbe vezetik, és a pontos pozicionálás után hegesztést végeznek.
Hegesztés után a konzervdoboz testét automatikusan a bevonógép forgó mágneses szállítószalagjába vezetik külső bevonat, belső bevonat vagy belső porbevonat felhordásához, ami az ügyfél különböző igényeitől függ. Főként az oldalsó hegesztési varratvonal levegőben való kitettségének és rozsdásodásának megakadályozására használják. A konzervdoboz testét ezután a kombinált gépbe vezetik, függőleges állapotban halad át a függőleges szállítószalagon, és szorítókkal küldik a peremező állomásra. A peremezési feladatot a felső és az alsó peremező forma ütköztetése fejezi be.
Ezután a peremes konzervdoboz az automatikus alsó fedél adagolóba kerül, az érzékelőn keresztül, amely érzékeli a közeledő konzervdobozt, a fedél adagoló automatikusan betáplálja az alsó fedelet a konzervdoboz tetejére, és mindkettőt a varratdarab alá helyezi, az emelőtálca pedig a konzervdobozt és az alját a varrógép fejéhez küldi a lezáráshoz.
Az egyik végének összevarrása után a konzervdoboz forgatójához kerül, hogy megfordítsa a konzervdobozt, majd ismét elvégzi az automatikus felső fedél érzékelését és összevarrását. Végül egy automatikus dupla pontú fülbevaló hegesztőgépbe kerül, automatikus oldalsó hegesztési varratindexeléssel, bütykös szállítószalaggal, mechanikus festéktöréssel, valamint automatikus fülbevaló rezgőtárcsákkal felszerelve, hogy pontos hegesztési feladatot végezzen a kis kerek konzervdobozon.
Végül a kész konzervdobozt szállítószalaggal az automatikus szivárgásvizsgáló állomásra adagolják. A pontos levegőforrás-ellenőrzés után a nem minősített termékeket észlelik és egy rögzített területre tolják, a minősített termékek pedig a csomagoló munkapadra kerülnek a végső csomagoláshoz.
A kerek konzervdobozok automatikus gyártósorának berendezésösszetétele

| Első vágás (min. szélesség) | 150 mm | Második vágás (min. szélesség) | 60 mm |
| Sebesség (db/perc) | 32 | A lemez vastagsága | 0,12–0,5 mm |
| Hatalom | 22 kW | Feszültség | 220 V/380 V/440 V |
| Súly | 21000 kg | Méret (H * Sz * M) | 2520x1840x3980 mm |

| Modell | CTPC-2 | Feszültség és frekvencia | 380V 3L+1N+PE |
| Gyártási sebesség | 5-60 m/perc | Porfogyasztás | 8-10 mm és 10-20 mm |
| Levegőfogyasztás | 0,6 MPa | Konzervdoboz-választék | Átmérő: 50-200 mm Átmérő: 80-400 mm |
| Levegőigény | 100-200 l/perc | Energiafogyasztás | 2,8 kW |
| Gép mérete | 1080 * 720 * 1820 mm | Bruttó súly | 300 kg |

| Frekvenciatartomány | 100-280HZ | Hegesztési sebesség | 6-15 m/perc |
| Termelési kapacitás | 15-35 doboz/perc | Alkalmazható dobozátmérő | Φ220-Φ350mm |
| Alkalmazható dobozmagasság | 220-550 mm | Alkalmazható anyag | Ónlemez, acél alapú, krómozott lemez |
| Alkalmazható anyagvastagság | 0,2~0,6 mm | Alkalmazható rézhuzal átmérő | Φ1,7 mm, Φ1,5 mm |
| Hűtővíz | Hőmérséklet: 12-20 ℃ Nyomás: >0,4 MPa Áramlás: 40 l/perc | ||
| Teljes teljesítmény | 125KVA | Dimenzió | 2200 * 1520 * 1980 mm |
| Súly | 2500 kg | Por | 380V±5% 50Hz |

Bevonógép
| Konzervmagasság-tartomány | 50-600 mm | Dobozátmérő-tartomány | 52-400 mm |
| Görgő sebessége | 5-30 m/perc | Bevonat típusa | Hengeres bevonatolás |
| Lakk szélessége | 8-15 mm 10-20 mm | Fő tápellátás és áramterhelés | 220 V 0,5 kW |
| Levegőfogyasztás | 0,6 MPa 20 liter/perc | Gép méretei és nettó súlya | 2100*720*1520MM300kg |

| Égő teljesítménye | 1-2 kW | Égő fűtési sebessége | 4–7 m/perc |
| Megfelelő kis átmérőjű doboz | Φ45-Φ176mm | Megfelelő nagy átmérőjű doboz | Φ176-Φ350mm |
| Konzerv magassága | 45 mm-600 mm | Hűtővíz | >0,4Mpa, 12-20℃, 40L/perc |
| Levegőfogyasztás | ≥50L/perc>0,5Mpa | ||

Automatikus konzervdoboz-kombinációs gép
| Termelési kapacitás | 25-30 másolat/perc | A doboz Dia tartománya | 200-300 mm |
| A doboz magasságának tartománya | 170-460 mm | vastagság | ≤0,4 mm |
| Teljes teljesítmény | 44,41 kW | Pneumatikus rendszer nyomása | 0,3–0,5 MPa |
| Testfelállító szállítószalag mérete | 4260 * 340 * 1000 mm | Kombinált gép mérete | 3800 * 1770 * 3200 mm |
| Elektromos karburátor mérete | 700 * 450 * 1700 mm | Súly | 9T |
A gyártósor elrendezése
Konzervdoboz készítés művészet

30-50L nagy hordó folyódiagram
Kína vezető szolgáltatója3 darabos konzervdoboz-készítő gépésAeroszolos dobozkészítő gépA Changtai Intelligent Equipment Co., Ltd. egy tapasztalt konzervgyártó gépgyár. Konzervgyártó rendszereink, beleértve az elválasztást, alakítást, nyakkivágást, peremezést, peremezést és varratkészítést, magas szintű modularitással és folyamatképességgel rendelkeznek, és széles körű alkalmazásokhoz alkalmasak. Gyors és egyszerű átszereléssel a rendkívül magas termelékenységet a kiváló termékminőséggel ötvözik, miközben magas biztonsági szintet és hatékony védelmet nyújtanak a kezelők számára.
-

200-401 Konzervdoboz hegesztőgép 170ml-2,5L-es konzervdobozhoz ...
-

211-700 konzervdoboz hegesztő 247ml-8L konzervdoboz varrat hegesztő...
-

30L-50L nagy hordó kerek fémdobozos olajhordó...
-

30L-50L-es nagy hordó kerek fémdobozos olajhordó...
-

5L-25L-es konzervdobozok, olajosdobozok, kerek dobozok, négyzet alakú...
-

Automatikus dupla körkéses vágógép